
2.3 工程质量验收
《市政桥梁工程质量检验评定标准》 CJJ2—90
3.1.1 基坑开挖不得扰动基底土;如发生超挖,严禁用土回填。
3.2.1 填土经碾压、夯实后不得有翻浆、“弹簧”现象。
3.2.2 填土中不得含有淤泥、腐殖土,有机物质不得超过5%。
4.1.2接桩必须牢固、直顺。
4.1.3 钢管桩现场接桩焊接的电焊质量应通过探伤检查,并应符合设计要求。
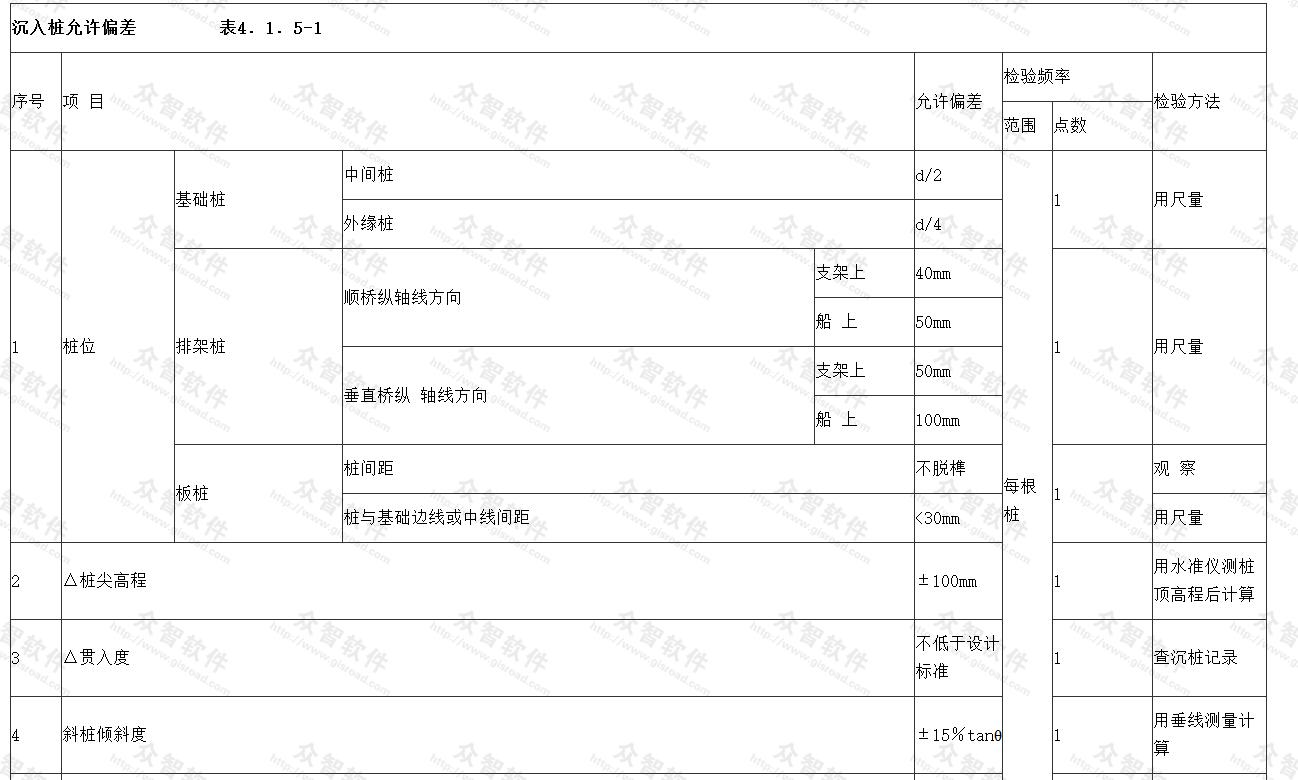
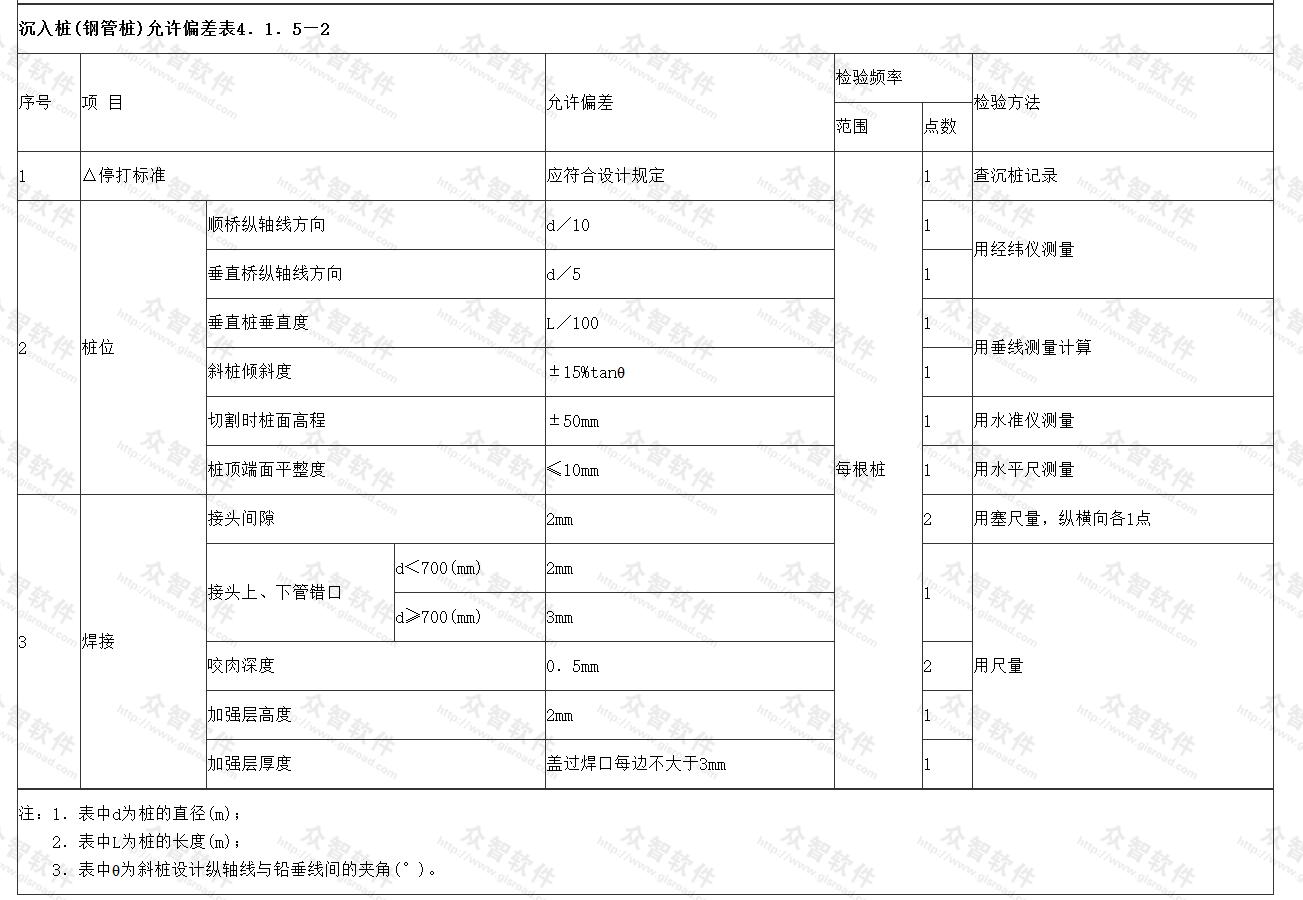
4.1.5 沉人桩允许偏差应符合表4.1.5-1和表4.15-2的规定。
4.2.1 水下混凝土严禁有夹层和松散层。
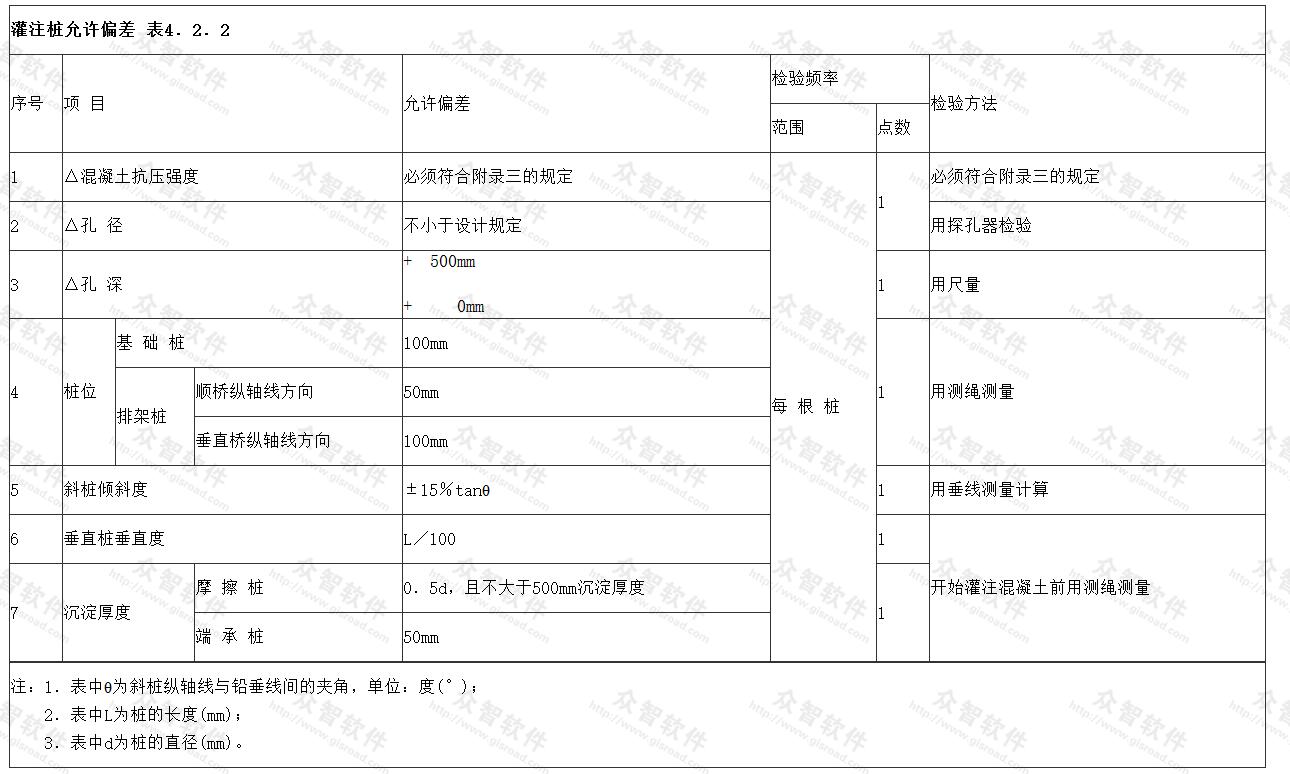
4.2.2灌注桩允许偏差应符合表4.2.2的规定。

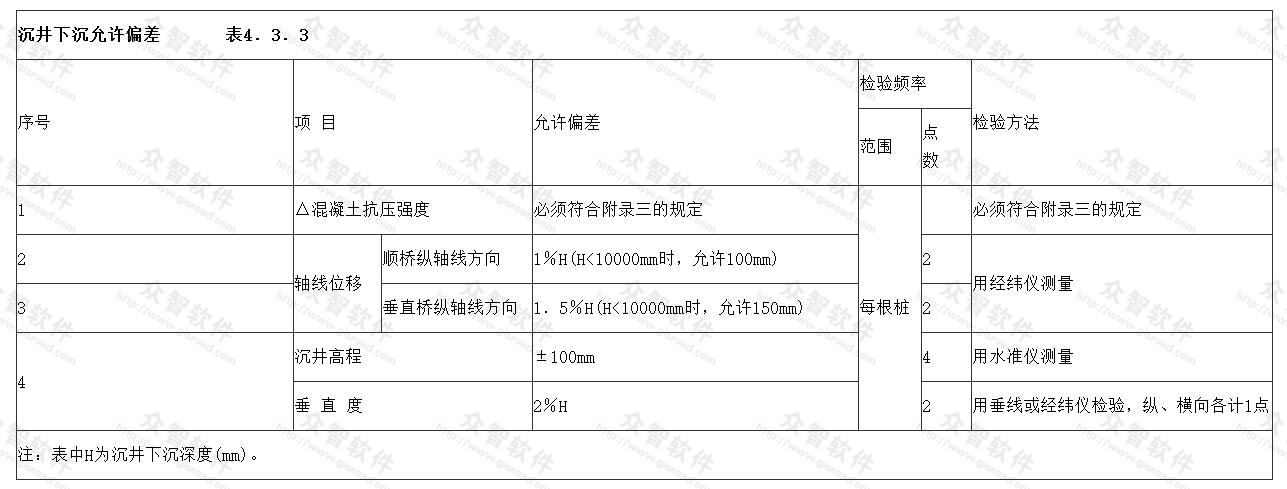
4.3.3 沉井下沉允许偏差应符合表4.3.3的规定。
7.1.1 钢筋的技术条件必须符合设计要求及有关标准的规定,表面应洁净,不得有锈皮、油渍、油漆等污垢。
7.1.3 钢筋弯曲成型后,表面不得有裂纹、鳞落或断裂等现象。
7.2.1 焊接之前必须清除钢筋、钢丝或钢板焊接部位的铁锈、水锈和油污等;钢筋端部的扭曲、弯折应予以矫直或切除。
7.2.2 钢筋闪光对焊接头处不得有横向裂纹,与电极接触处的钢筋表面,对于I、Ⅱ、Ⅲ级钢筋不得有明显的烧伤;对于Ⅳ级钢筋不得有烧伤。低温对焊时,对于Ⅱ、Ⅲ、Ⅳ级钢筋均不得有烧伤。
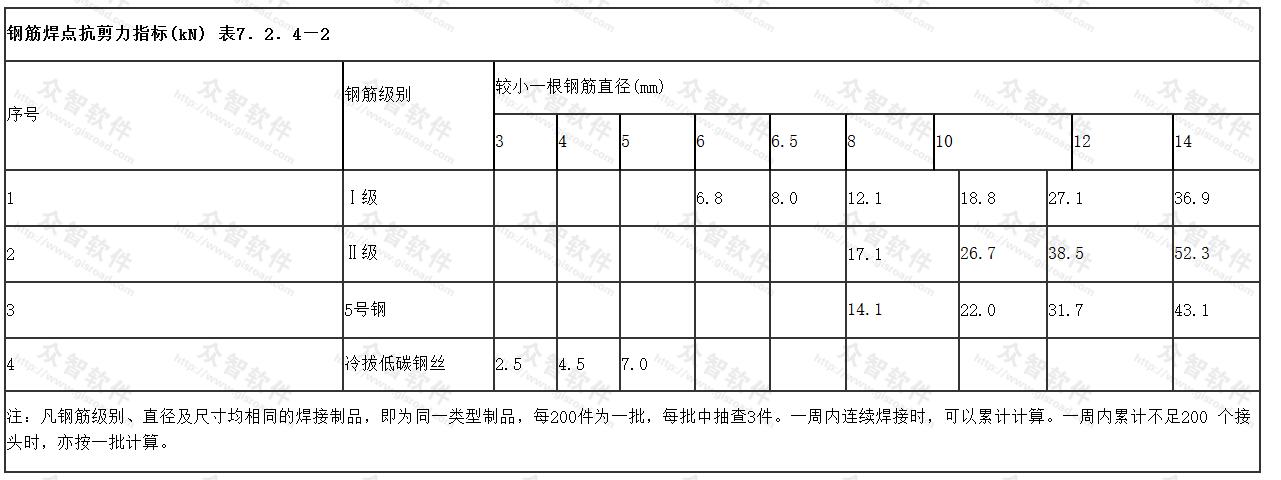
7.2.4 电阻点焊焊接骨架和焊接网片的焊点处熔化金属应均匀,焊点无脱落、漏焊、裂纹、多孔性缺陷及明显的烧伤现象。压入深度应满足规定。对承重的焊接骨架和焊接网片除进行外观检查外,还应作强度检验,焊点的抗剪力指标应符合表7.2.4-2的规定。
7.3.1 成型前必须按设计要求配制钢筋的级别、钢种、根数、型状、直径等。
7.3.4 受力钢筋同一截面内,同一根钢筋上,只准有一个接头。注:同一截面是指30d(d为钢筋直径)区域内,且不得小于500mm(下同)。
7.3.5 绑扎或焊接接头与钢筋弯曲处相距不应小于10倍主筋直径,也不宜位于最大弯矩处。
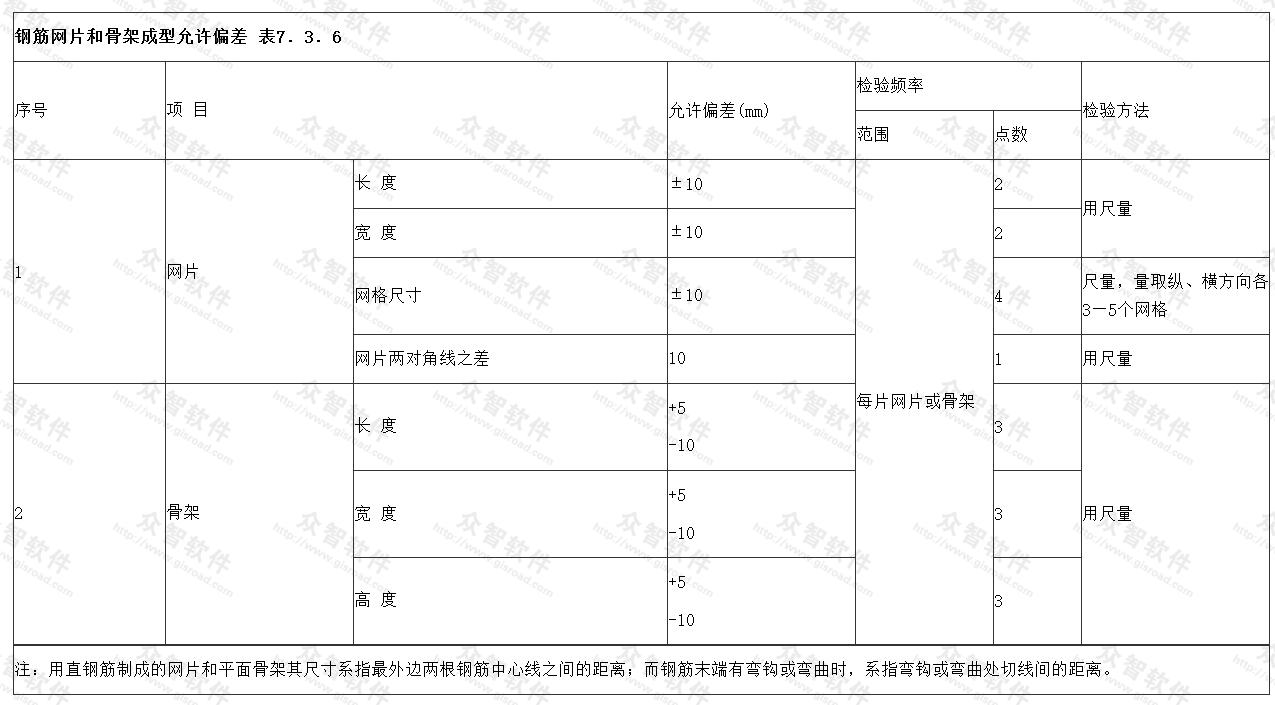
7.3.6 钢筋网片和骨架成型允许偏差应符合表7.3.6的规定。
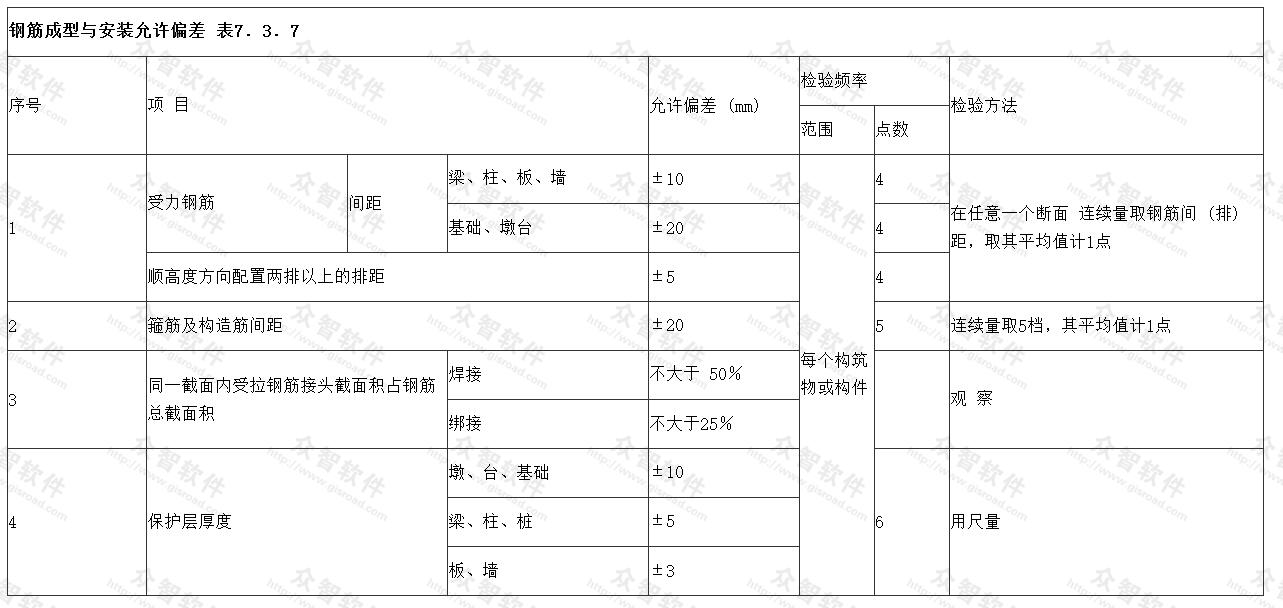
7.3.7 钢筋成型与安装允许偏差应符合表7.3.7的规定。
7.4.1 预应力筋和锚具的质量必须符合设计要求。
7.4.3 预应力筋端部墩头与热处理工作必须在冷拉前进行。端部墩头 (热处理)后外观应周正,端面应与预应力筋轴线垂直,不得有烧伤、裂纹及缺损。
7.4.4 当采用应力下料的预应力筋束,其同束下料长度的相对差值应不大于L/150,且不得大于5m。
注:L为预应力筋下料长度(nell)。
7.4.5 钢丝墩头后,外形尺寸应符合设计规定;外观应周正;端面应与钢丝轴线垂直,容许有宽度为1.0mm,非贯通的裂纹。钢丝墩头强度不得低于钢丝标准抗拉强度的98%。
7.4.6 预应力筋冷拉后,其屈服强度必须达到设计要求,且表面不得有裂纹。
7.4.7 预应力筋当采用闪光对焊时,配置在同一截面的受拉区钢筋,其焊接接头的截面积不得超过该截面预应力钢筋总截面面积的25%。
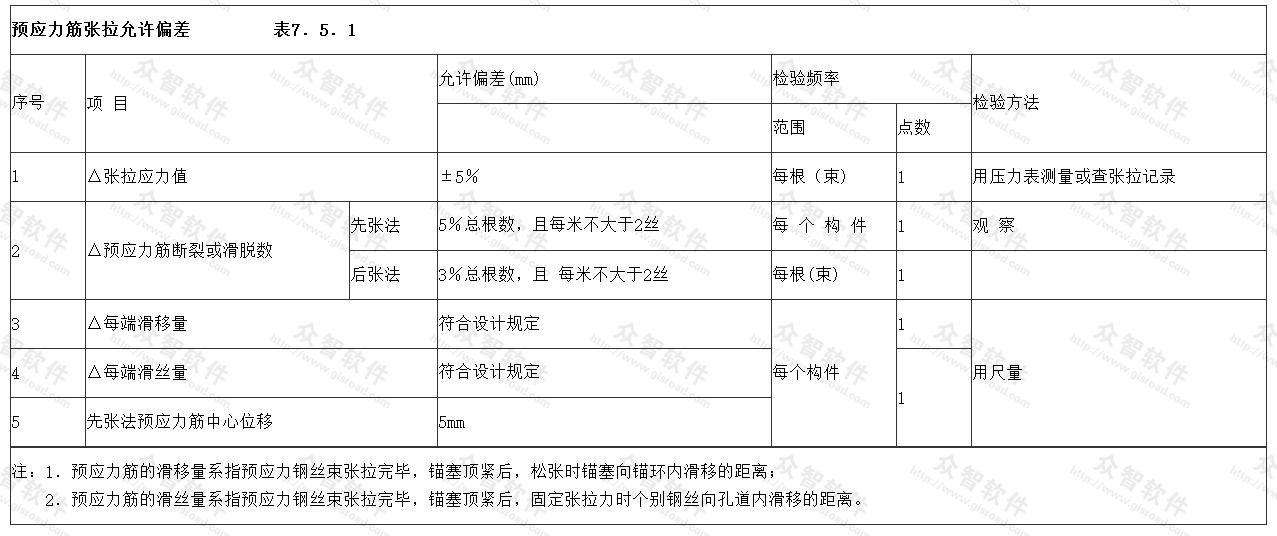
7.5.1 预应力筋张拉允许偏差应符合表7.5.1的规定。
8.0.1 水泥混凝土的原材料、配合比必须符合有关标准的规定。强度必须符合设计要求。
8.0.4 预应力混凝土构筑物(构件)中非预应力部分(如隔板、堵头等)允许有宽度0.2mm以下的收缩裂纹,其余部分不应出现裂纹。
9.1.3 伸缩缝必须全部贯通,不得堵塞或变形。
9.1.4 活动支座必须按设计要求上油润滑。
9.1.5 支座接触必须严密,不得有空隙。位置必须符合设计要求。
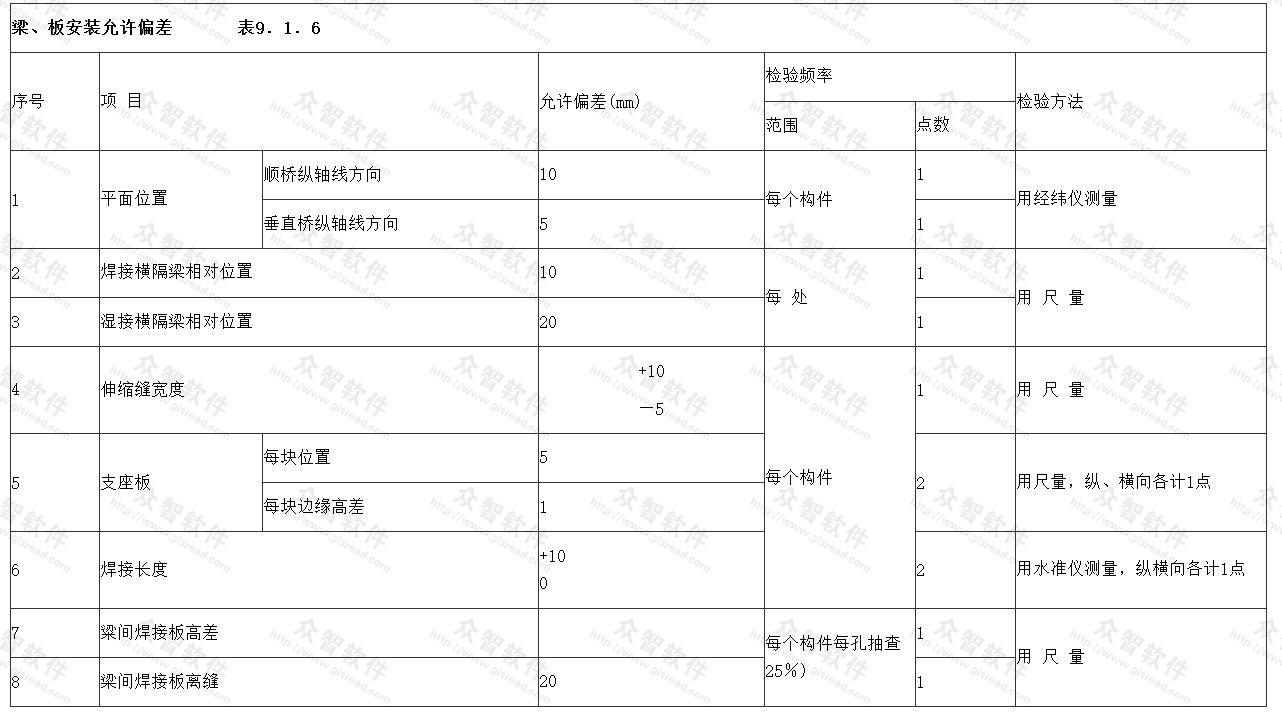
9.1.6 梁、板安装允许偏差应符合表9.1.6的规定。
9.2.1 拱肋(桁)的各段联接必须牢固,并符合设计要求。
9.2.2 拱肋(桁)的拱脚处必须与拱座接触严密、稳固,拱波的支点处必须用砂浆嵌填饱满密实。
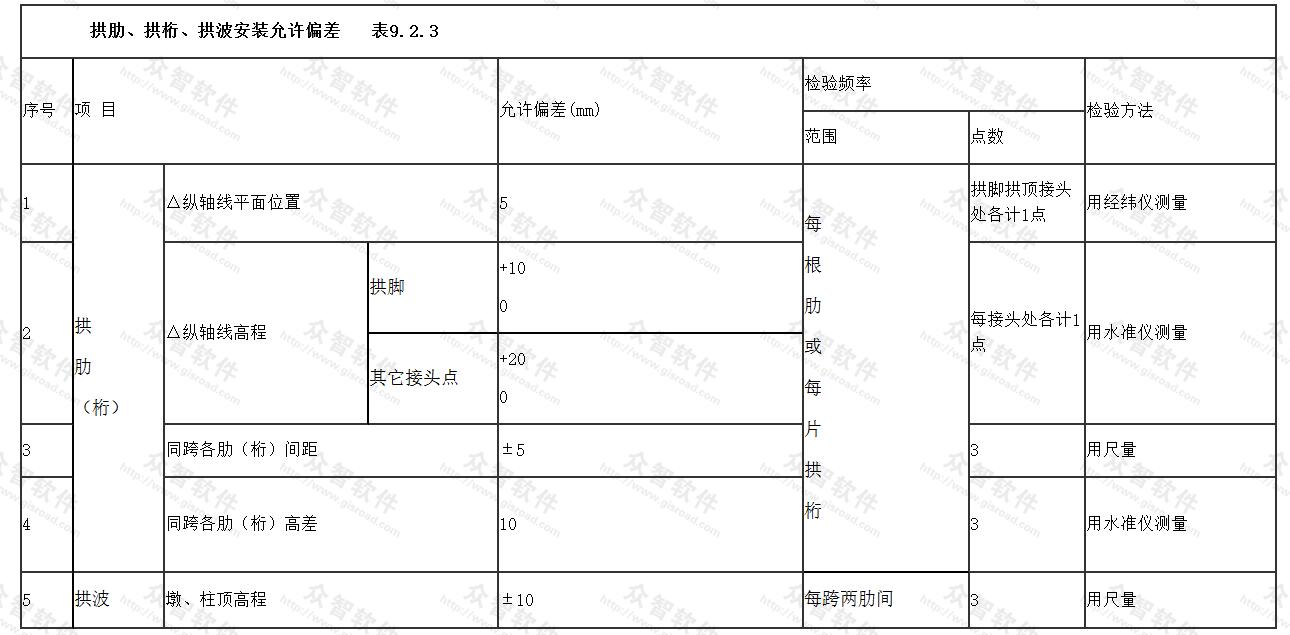
9.2.3 拱肋、拱桁、拱波安装允许偏差应符合表9.2.3的规定。
9.3.1 墩、柱与基础联接处必须接触严密、焊接牢固、混凝土灌筑密实、强度符合设计要求。
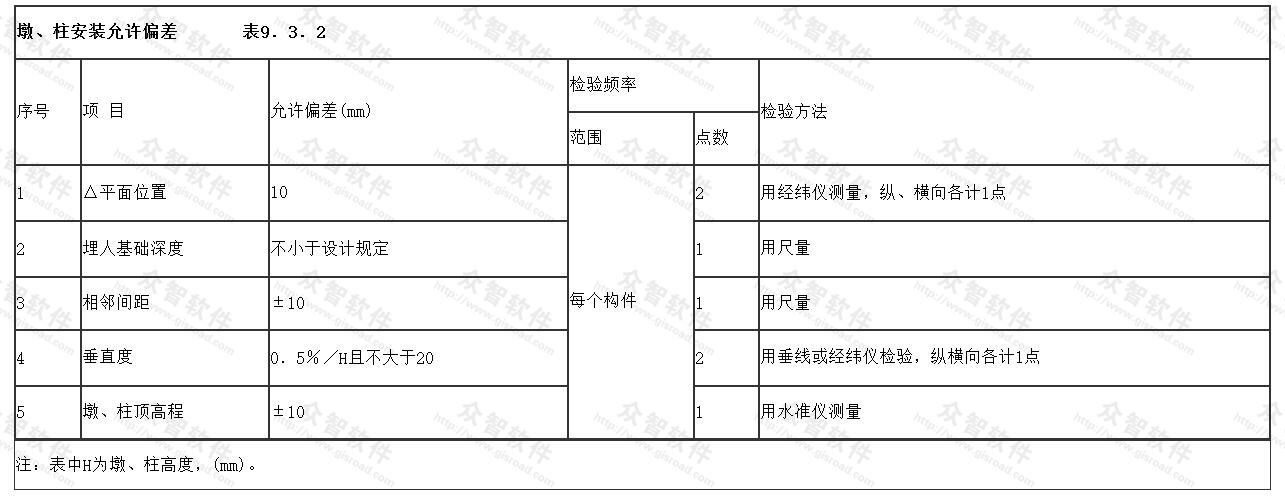
9.3.2 墩、柱安装允许偏差应符合表9.3.2的规定。
9.4.1 栏杆、灯柱、人行道板安装必须牢固。
9.4.3 预制人行道板安装必须平整稳定,不平处要用砂浆填平。
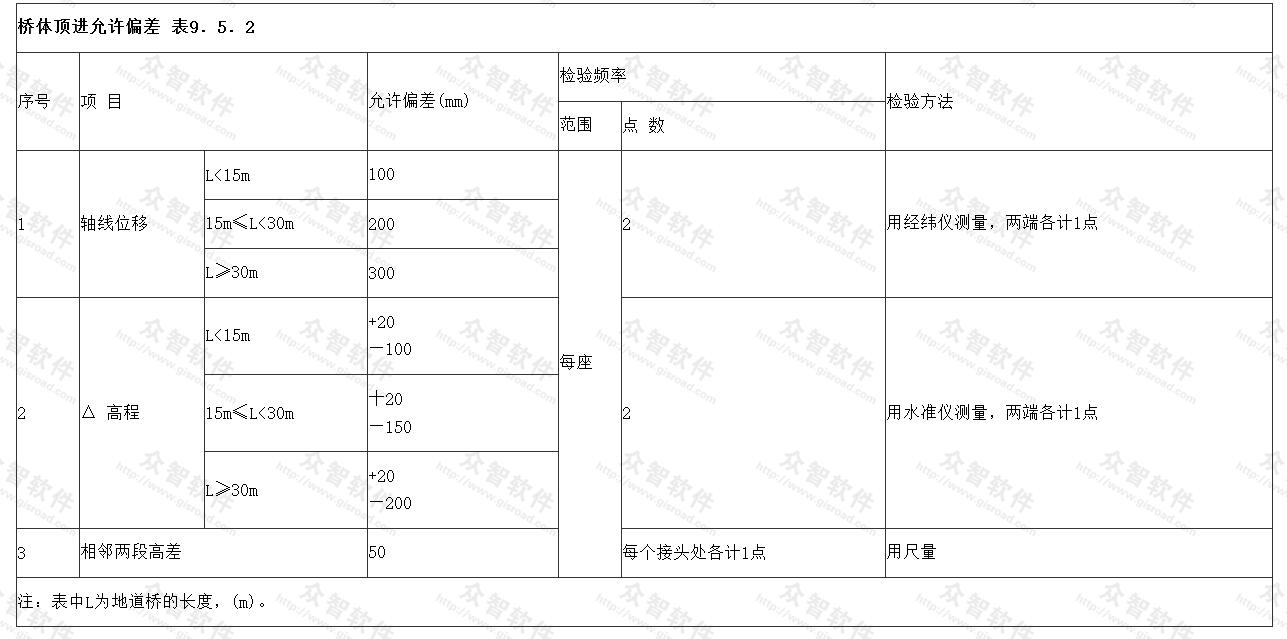
9.5.2 桥体顶进允许偏差应符合表9.5.2。
10.2.1 组装前,连接表面及沿焊缝每边30~50mm范围内的铁锈、毛刺和油圬等必须清除干净。
10.2.2 用模架或按大样组装的构件,其轴线交点的允许偏差不得大于3mm。
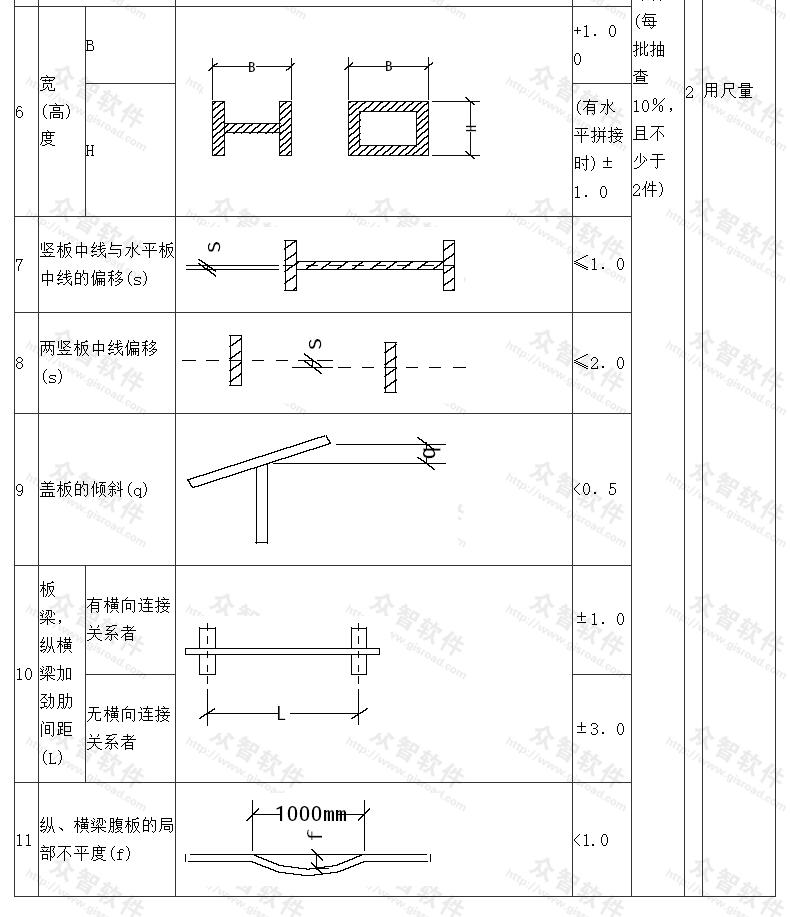
10.2.3 焊接连接组装的允许偏差应符合表10.2.3的规定。
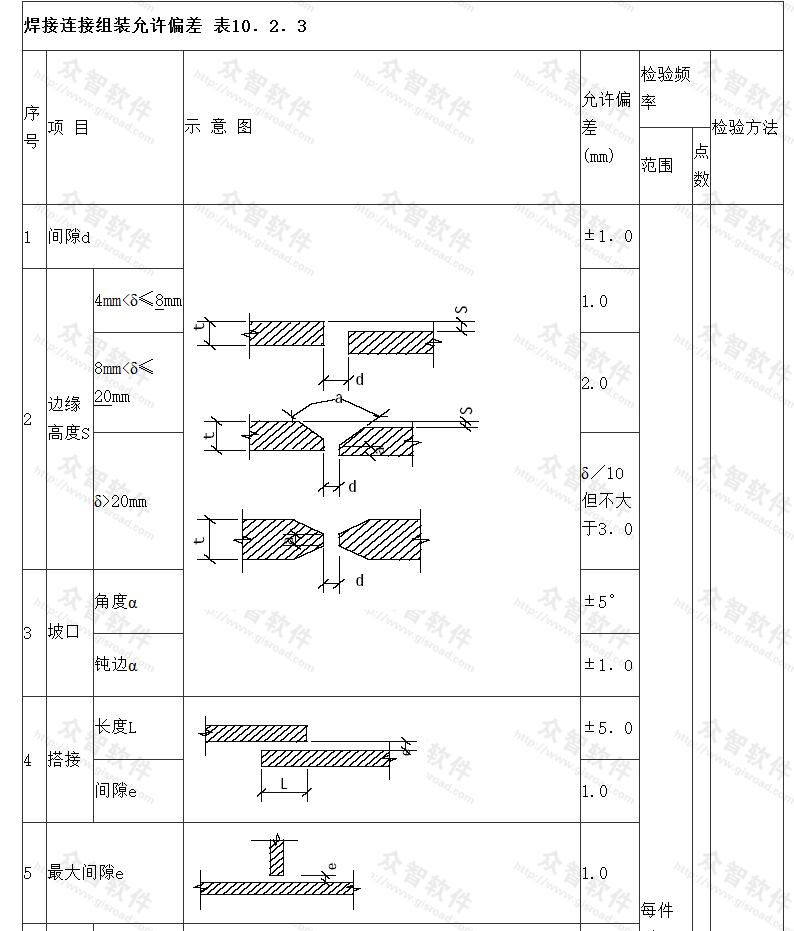
10.3.1 焊接质量应符合下列要求:
一、焊缝金属表面焊波均匀,无裂纹、沿边缘或角顶的未熔合、溢流、烧穿、未填满的火口和超出允许限度的气孔、夹渣、咬肉等缺陷;
二、对接焊缝要求熔透者,咬合部分不小于2mm,角焊缝(船型焊)正边尺寸允许偏差、十2.0—1.0mm;
三、在双侧贴角焊缝时,焊缝不必将板全厚熔透,箱型组合构件用单侧焊缝连接时,其未熔透部分的厚度不大于0.25倍板厚,最大不大于4.0mm;
四、对所有焊缝都应进行外观检查,内部检查以超声波探伤为主。
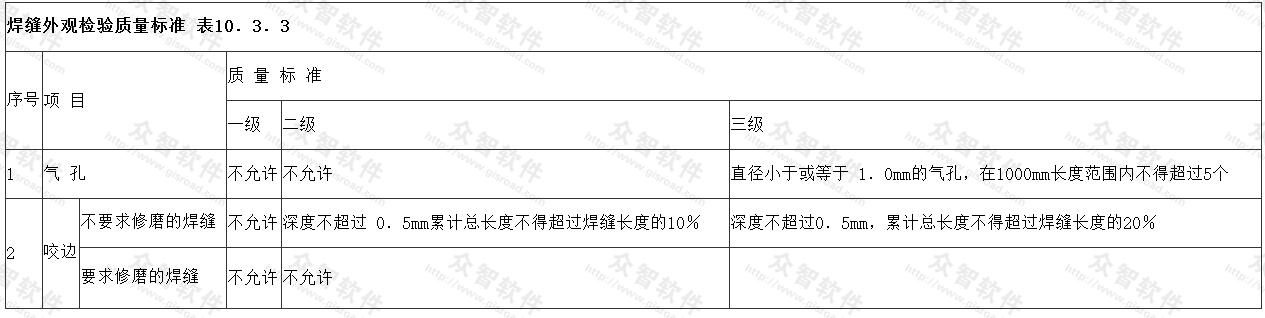
10.3.3 焊缝外观检验质量标准应符合表10.3.3的规定。
10.8.2 设计要求顶紧的节点,相接触的两个平面必须保证有70%的紧贴,用0.3mm的塞尺检查,插入深度的面积之和不得大于总面积的30%,边缘最大间隙不得大于0.8mm。
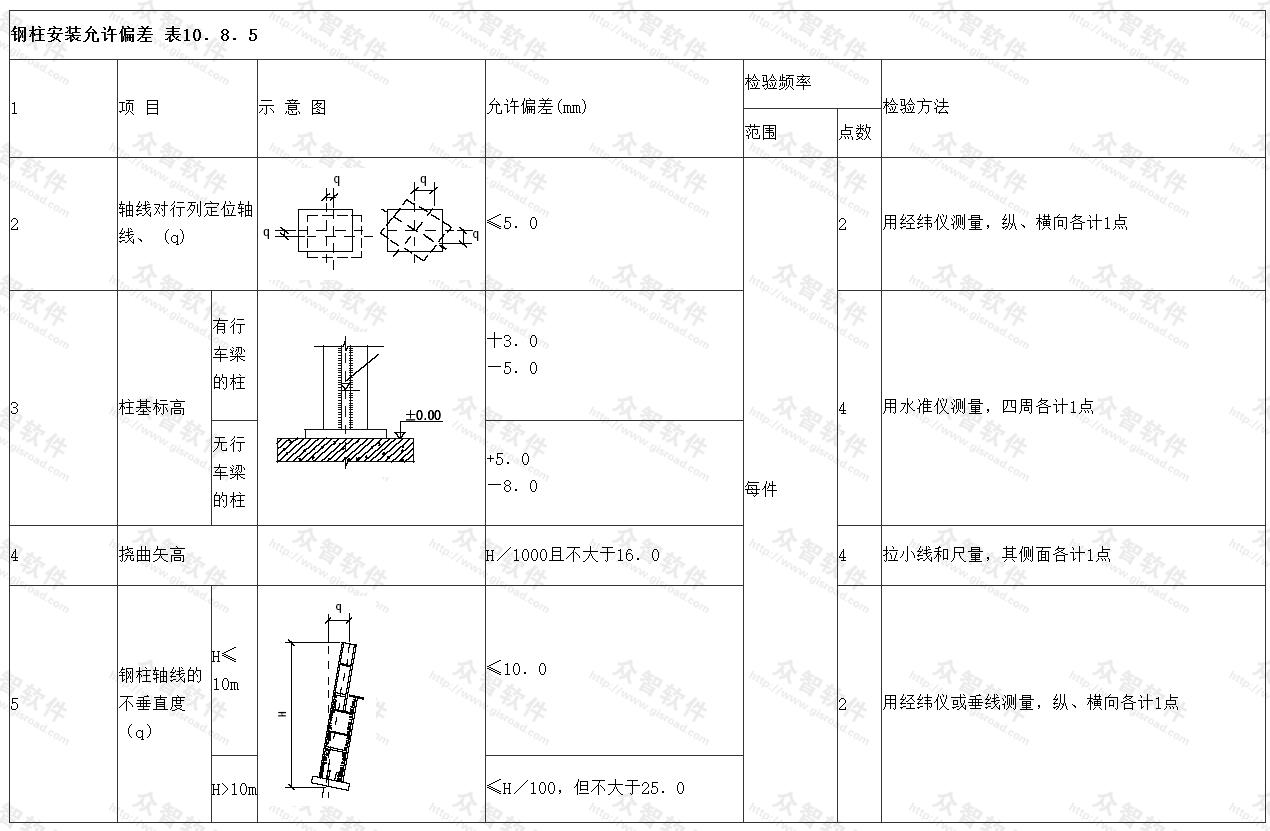
10.8.5 钢柱安装后的允许偏差应符合表10.8.5的规定。
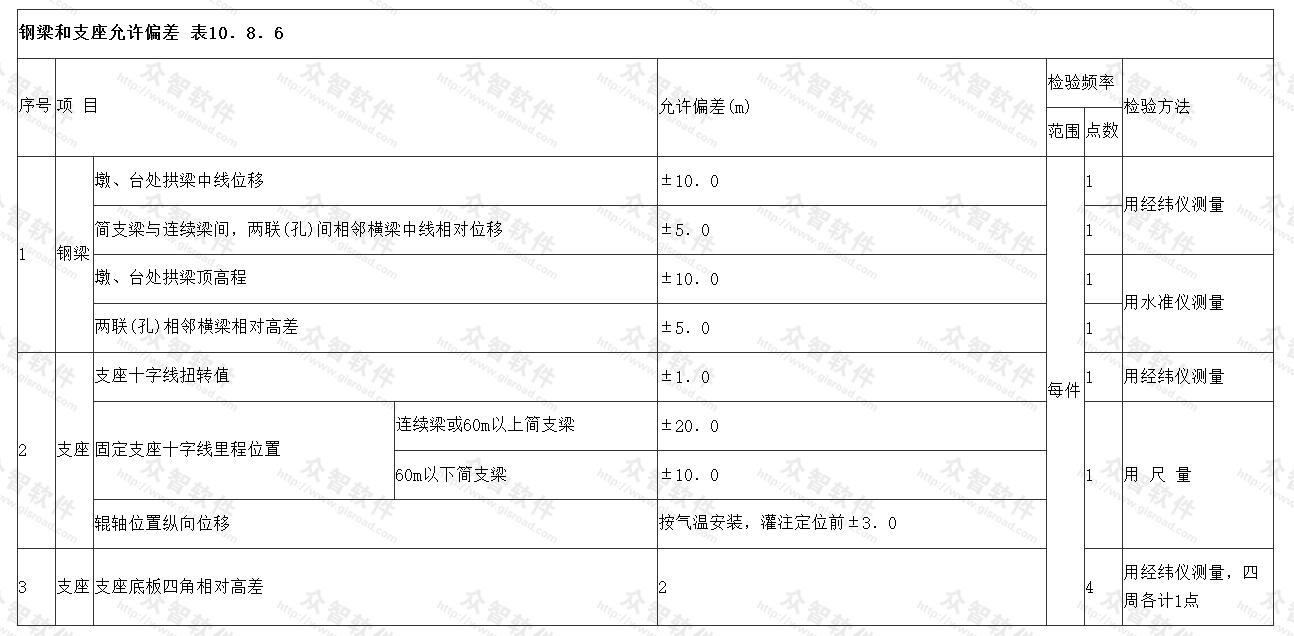
10.8.6 钢梁和支座的允许偏差应符合表10.8.6的规定。
12.3.2 伸缩装置缝面应平整,伸缩性能必须有效。不得有堵塞、渗漏、变 形和开裂等现象。
12.3.3 沉降装置必须垂直,接触面平整;混凝土基础、压顶与挡墙墙身的 沉降装置须在同一垂直线上,并使其缝在基桩间隙中通过。
12.3.4 止水装置缝面应顺直、平整;填充料必须嵌填密实;不得有渗漏、变形和开裂等现象。
12.4.3 反滤层的各种材料规格必须符合设计规定,各种材料不得混杂。
- 上一节:2.2 人行天桥及地道
- 下一节:3 养护